
Scientific Plastic Injection Molding
Fabrik Molded Plastics has been providing precision injection molding solutions to the automotive, health care, electronics, consumer-industrial, and appliance markets since 1980. When it comes to injection molding, we at Fabrik leverage our years of experience and state of the art equipment to produce extremely detailed and precise components for multiple industries. Fabrik processes a large range of engineering grade thermoplastic resins, including specialty grades for high temperature and metal replacement applications. Fabrik utilizes the latest state-of-art equipment, innovative molding techniques, and predictive manufacturing analysis, to continually meet and exceed the high standards of today’s demanding marketplace.
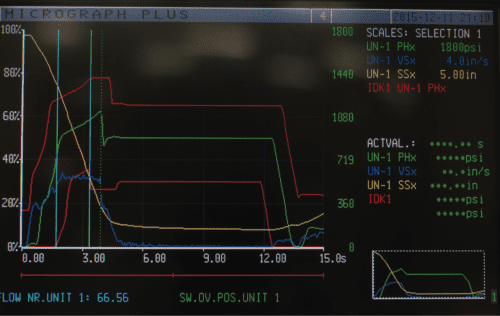
Our process team is trained in proven scientific molding principles and follows a documented multi-step process development protocol. These scientific molding practices are a roadmap to achieve optimal control of the molding process, with faster cycle times and higher yields. The addition of RJG in mold pressure sensors and the Edart monitoring system allows our team to monitor the process and automatically contain product that is out of specification.
What is Scientific Molding?
Scientific molding is a methodical approach to injection molding that is based on the principles of the scientific method (developing and analyzing a hypothesis, drawing conclusions, and providing reliable results). It accepts the scientific principles of plastic behavior and combines them with the known variables that can be controlled using special software and sensors to control the process.
Scientific molding uses comprehensive data collection and analysis techniques to develop and document the steps, specifications, and settings required to create tightly controlled and reliable results. Utilizing scientific molding can improve machine efficiency, reduce cycle times and ultimately increase company profits.
Traditional vs. Scientific Molding
In scientific plastic injection molding, the cavity is filled to approximately 90-97% capacity at a set speed. In the next stage, the machine transitions from speed to pressure control, where the cavity is filled to complete the process. In traditional molding, the mold is filled with a single shot under constant pressure to pack the cavity.
Scientific molding leads to greater shot consistency and improved control over the parts’ specifications. Traditional molding tends to result in significant variations in part dimensions across cycles.
Steps of the Scientific Molding Process
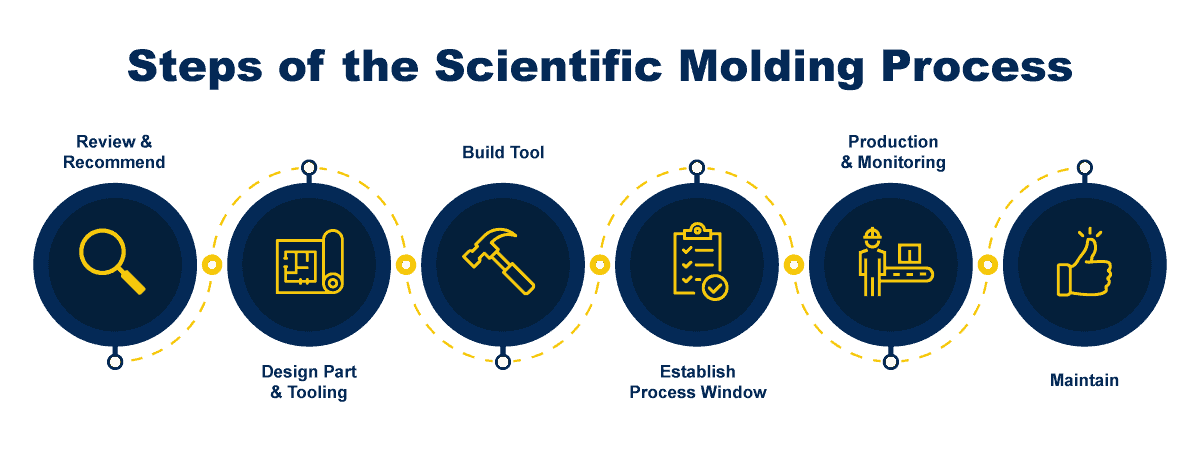
The scientific molding process can be broken down into six essential steps:
- Review and Recommend: Upon analyzing the part design and its complexity, the molder recommends scientific injection molding, if appropriate.
- Design Part and Tooling: Specially trained engineers design the plastic part and the tool to integrate scientific molding sensors.
- Build Tool: The original prototype of the tool is built based on the provided design specifications.
- Establish Process Window: Testing the tool is a significant part of scientific plastic injection molding. Expert engineers hypothesize and carry out a design of experiments (DoE) to test the variables and establish a process window. The process window incorporates the parameters that must always be applied in production to produce ideal injection molding results.
- Move to Production and Monitor: Upon establishment of the process window, full-scale manufacture can commence. The process window is closely tracked and does not vary throughout the manufacturing process.
- Maintain: This involves proper tooling and machine maintenance (scrubbing surfaces and sensors, etc.). Proper maintenance reduces the need for adjustments and minimizes the occurrence of defective parts across product runs.
Quality Control in the Scientific Molding Process
Dimensional stability, gloss, color, and molding defects determine how well the product matches the initial specifications. To evaluate quality control, we utilize recorded data to make any necessary adjustments to tooling. Upon achievement of quality parameters, implementing scientific injection molding practices helps make the production process more efficient.
Dimensional Stability and Product Quality
The dimensions of a component determine its ability to fit or attach to other components. Each component has dimensions that it must stay within to fit with other components. This includes being the correct size and shape to work with the other components.
What Affects Color in Plastic Injection Molding?
Changing process parameters like temperature and pressure can affect the color of your end product. There are also different methods to achieve the desired color, such as a pre-colored resin from a manufacturer or a blended resin mixed at the molding facility. Color consistency is required to ensure each product meets specifications.
Gloss and Product Quality
The gloss of your product can influence the perceived quality of the part. Having the wrong level of gloss in the wrong area can cause consumers to view the product as cheap. Parameters such as temperature and amount of time in the mold all affect the level of gloss applied to the final component. It is essential to understand the functionality and final use of the product to determine the correct surface finish for your product.
Molding Defects and Product Quality
Though defects may not immediately be evident to the consumer, they can affect the quality of your product and cause performance issues. Some of the common molding defects include flow/weld lines, short shots, sink marks, flashing, and burn marks.
Advantages of Scientific Molding
Some of the advantages of scientific injection molding include:
- Data-Driven Approach: Scientific plastic injection molding utilizes data to develop a process that produces reliable results with almost no variation.
- Smart Material Selection: Plastic variables require a deep understanding of the materials to be molded and their ideal molding conditions. Engineers can optimize the molding process to produce the most consistent part possible when they understand the key characteristics, behaviors, and operations of the chosen material.
- Part Design Optimization: Scientific molding can help engineers avoid designing a part, building tooling, or beginning the molding process only to find that the design does not work in production.
- Tool Design Optimization: Due to the nature of scientific molding, the process can optimize tool design or poorly designed tools through meticulous analysis of mold functionality and performance.
- Production and Quality Control: We improve overall part quality by using recorded data to assess quality control and making tooling adjustments based on that information.
How Has Scientific Molding Transformed Injection Molding?
Scientific molding has allowed businesses to take advantage of cost savings and reduced turn-around times while allowing plastic manufacturers to lower the occurrence of defects and increase the quality of products. Other examples include:
- Competitive Advantage: When designing intricate injection molded parts, there are some benefits to having an easily accessible partner with state-of-the-art equipment.
- Quick Turn-Around With a Lower Cost: When scientific molding is incorporated, the production capacity increases and orders are completed faster. Additionally, this efficiency can be passed on to the customer.
- Highly Trained Workforce: State-of-the-art processes require a well-trained and devoted workforce to operate and maintain the equipment.
Why Scientific Molding Requires Specialized Engineers
Specially trained engineers are required to operate scientific plastic injection molding systems properly. For scientific molding to be effective, it has to be performed by engineers who have undergone training and hold the proper certifications.
The process involves more than just knowing how to use specialized injection sensors and molders; it’s about knowing exactly what needs to be done to improve production. To help explain this more clearly, here are some phases of scientific molding and the part that engineers play.
- Tool Building and Debugging: At this stage, the engineer needs to conduct tests to define the parameters and record data that results in the template to be used.
- Production: Trained engineers need to closely monitor the production process to identify and solve any issues that may arise quickly.
Contact Fabrik Molded Plastics
Fabrik Molded Plastics started in 1980 with only two molding machines and a small tool shop inside a 1,200 sq. ft. space. Today, Fabrik Molded Plastics is a third-generation company and is considered a global custom scientific plastic injection molding and insert molding company. Still headquartered in the Midwest, Fabrik has proven itself a force to be reckoned with, with a global reach that has no limitations. Equipped with a 120,000 sq. ft. facility and expert employees, Fabrik’s future growth potential far exceeds our past successes.
Don’t hesitate! Contact us or request a quote today to get the best custom injection molding services.
Click here for additional photos







